



Hardening
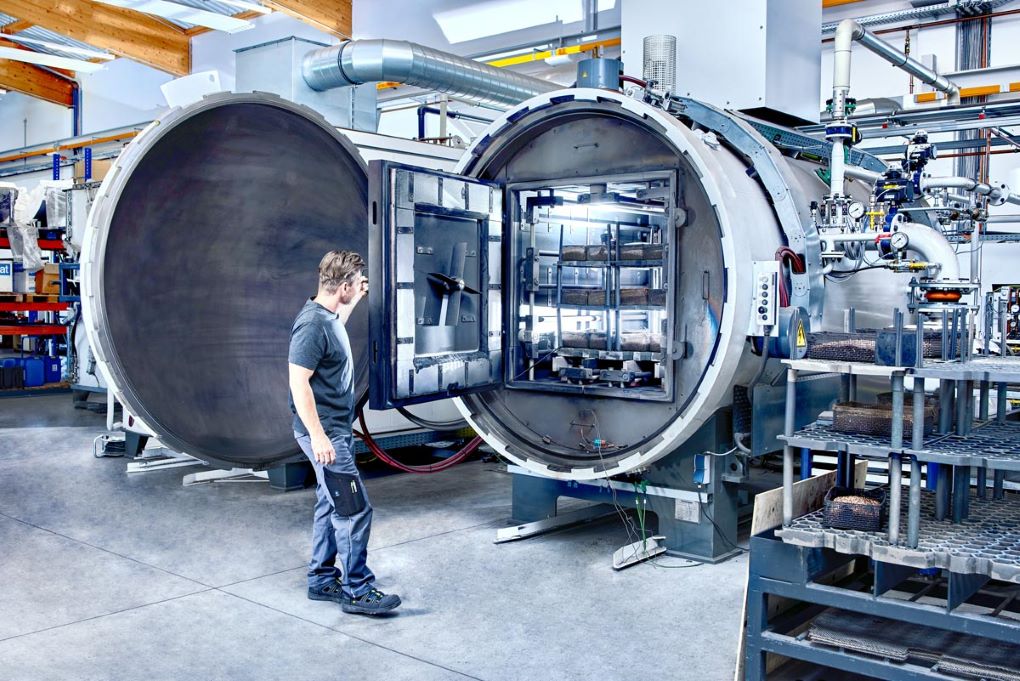
Vacuum hardening
During vacuum hardening, your component is heated in a vacuum and then quenched using pressurised nitrogen. As a rule, high-alloy materials are vacuum hardened.

Advantages of procedure
Clean
surface

The result is a bright metallic surface unaffected by scale formation, decarburisation or carburisation.
Minimum
dimensional change
Vacuum hardening is a low-distortion process, even if physics cannot be circumvented despite the vacuum.
Maximum process reliability
The seamless core temperature measurement enables extremely precise process control for optimum results.
Minimal post-processing
The workpieces remain metallically bright during the hardening process, which reduces the amount of hard machining required.
Heat treatment for the highest demands
Vacuum hardening is particularly suitable for precision components with problematic contours or large cross-sectional transitions.
The results are highly reproducible thanks to the precise process control. This process has become indispensable in a modern hardening shop. In the first step, thermocouples are attached to the washed and professionally charged components to actively control the process. In order to avoid heating stresses and shorten the process time, the system is convectively heated by means of nitrogen circulation.

Vacuum hardening
Once optimum heating has been achieved, the ambient air is extracted.
The vacuum ensures that the hardened material does not react with gases in the oven and retains its bright surface. As soon as the thermocouples give the signal for quenching, nitrogen flows into the system in a precisely defined manner and cools the material to be hardened under overpressure. The use of state-of-the-art technology, which generates a particularly high quenching pressure of 10 bar, enables us to further optimise this proven heat treatment process.

Key figures

Temperature:
up to 1.200 °C

Oven size:
1200 x 900 x 900 mm

Turnaround time:
from 24 h

Max. loading weight*
1.500 kg
*per batch for standard sizes and treatments
Get a quote
Request a free and non-binding
offer from us now!
Info!
For the preparation of your individual offer
we need the following information from you:
- Material
- Weight and quantity
- Desired hardness with tolerance range
As a rule, this is ± 2 HRC, for limited qualities ± 1 HRC. - Special requirements such as repeated tempering or straightening
- Information on subsequent treatments such as eroding or coating


Do you have any questions?
The HTR team will be happy to advise you!